 Minotauromaquia
Minotauromaquia
El acero galvanizado lo recubre con una capa de zinc para protegerlo de la corrosión. El zinc se usó por primera vez en la construcción en el momento de la destrucción de Pompeya, pero primero se utilizó para galvanizar acero (en realidad, hierro) en 1742 y el proceso fue patentado en 1837.[1] El acero galvanizado se utiliza para fabricar chapas de metal, canalones y bajantes, así como para clavos exteriores. Hay varios procesos que se pueden usar para galvanizar acero: galvanizado por inmersión en caliente, electrogalvanización, sherardizing y pulverización metálica.[2]
Método uno de cuatro:
Galvanizado en caliente
-
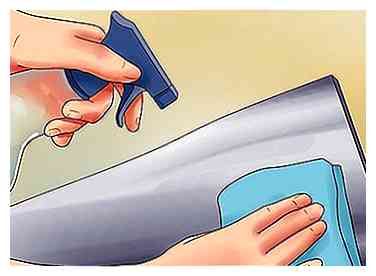 1 Limpie los contaminantes superficiales. Antes de tomar cualquier otro paso, la superficie de acero debe limpiarse completamente. Cómo se hace esto depende de lo que se tiene que limpiar.
1 Limpie los contaminantes superficiales. Antes de tomar cualquier otro paso, la superficie de acero debe limpiarse completamente. Cómo se hace esto depende de lo que se tiene que limpiar. - Las manchas de suciedad, grasa, aceite o pintura requieren el uso de un ácido suave, un álcali caliente o un agente de limpieza biológico.
- El asfalto, el epoxi, el vinilo o la escoria de la soldadura deben limpiarse con chorro de arena o con otros abrasivos.
-
 2 Salmuera el óxido. El decapado se hace con ácido clorhídrico o ácido sulfúrico caliente; elimina tanto el óxido como la escala del molino.
2 Salmuera el óxido. El decapado se hace con ácido clorhídrico o ácido sulfúrico caliente; elimina tanto el óxido como la escala del molino. - En algunos casos, la limpieza con abrasivos puede ser suficiente para eliminar el óxido, o puede ser necesario usar tanto una solución de decapado como abrasivos. En algunos casos, abrasivos más grandes tales como perdigones se chorrean sobre el acero.
-
 3 Pon el metal en flujo. En este caso, "flux" es una solución de cloruro de amonio y zinc que elimina cualquier oxidación y escama restante y protege el acero de la oxidación hasta que se galvanice.
3 Pon el metal en flujo. En este caso, "flux" es una solución de cloruro de amonio y zinc que elimina cualquier oxidación y escama restante y protege el acero de la oxidación hasta que se galvanice. -
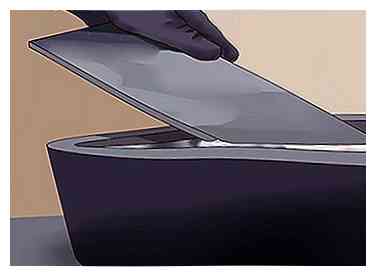 4 Sumergir el acero en zinc fundido. El baño de zinc fundido debe tener al menos 98 por ciento de zinc y mantenerse a un rango de temperatura de 815 a 850 grados F (435 a 455 grados C).
4 Sumergir el acero en zinc fundido. El baño de zinc fundido debe tener al menos 98 por ciento de zinc y mantenerse a un rango de temperatura de 815 a 850 grados F (435 a 455 grados C). - Mientras el acero está sumergido en el baño de zinc, su hierro reacciona con el zinc para formar una serie de capas de aleación y una capa externa de zinc puro.
-
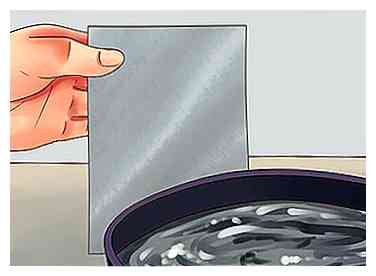
 5 Saque el acero galvanizado del baño de zinc lentamente. La mayor parte del exceso de zinc se vaciará; lo que no se drena puede vibrarse o centrifugarse.
5 Saque el acero galvanizado del baño de zinc lentamente. La mayor parte del exceso de zinc se vaciará; lo que no se drena puede vibrarse o centrifugarse. -
 6 Enfriar el acero galvanizado. El enfriamiento del metal detiene la reacción de galvanización, que continúa mientras el acero tenga la misma temperatura que estaba mientras estaba sumergido en el baño de zinc. El enfriamiento se puede hacer de una de varias maneras:[3]
6 Enfriar el acero galvanizado. El enfriamiento del metal detiene la reacción de galvanización, que continúa mientras el acero tenga la misma temperatura que estaba mientras estaba sumergido en el baño de zinc. El enfriamiento se puede hacer de una de varias maneras:[3] - Sumerja el acero en una solución de pasivación como el hidróxido de potasio.[4]
- Sumergir el acero en agua.
- Deje que el acero se enfríe al aire libre.
-
 7 Inspeccione el acero galvanizado. Una vez que el acero galvanizado se haya enfriado, verifíquelo para asegurarse de que el recubrimiento de zinc se ve bien, se adhiere al acero y es lo suficientemente grueso. Hay una serie de pruebas que se pueden realizar para garantizar que la galvanización fue exitosa.
7 Inspeccione el acero galvanizado. Una vez que el acero galvanizado se haya enfriado, verifíquelo para asegurarse de que el recubrimiento de zinc se ve bien, se adhiere al acero y es lo suficientemente grueso. Hay una serie de pruebas que se pueden realizar para garantizar que la galvanización fue exitosa. - Los estándares para galvanizar en caliente e inspeccionar sus resultados han sido establecidos por organizaciones tales como la Sociedad Americana para Pruebas y Materiales (ahora llamada ASTM International),[5] la Organización Internacional de Normalización (ISO), la Asociación Canadiense de Normas (CSA) y la Asociación Estadounidense de Funcionarios Estatales de Carreteras y Transporte (AASHTO). :[6]
 1 Limpie los contaminantes superficiales. Antes de tomar cualquier otro paso, la superficie de acero debe limpiarse completamente. Cómo se hace esto depende de lo que se tiene que limpiar.
1 Limpie los contaminantes superficiales. Antes de tomar cualquier otro paso, la superficie de acero debe limpiarse completamente. Cómo se hace esto depende de lo que se tiene que limpiar.  2 Salmuera el óxido. El decapado se hace con ácido clorhídrico o ácido sulfúrico caliente; elimina tanto el óxido como la escala del molino.
2 Salmuera el óxido. El decapado se hace con ácido clorhídrico o ácido sulfúrico caliente; elimina tanto el óxido como la escala del molino.  3 Pon el metal en flujo. En este caso, "flux" es una solución de cloruro de amonio y zinc que elimina cualquier oxidación y escama restante y protege el acero de la oxidación hasta que se galvanice.
3 Pon el metal en flujo. En este caso, "flux" es una solución de cloruro de amonio y zinc que elimina cualquier oxidación y escama restante y protege el acero de la oxidación hasta que se galvanice.  4 Sumergir el acero en zinc fundido. El baño de zinc fundido debe tener al menos 98 por ciento de zinc y mantenerse a un rango de temperatura de 815 a 850 grados F (435 a 455 grados C).
4 Sumergir el acero en zinc fundido. El baño de zinc fundido debe tener al menos 98 por ciento de zinc y mantenerse a un rango de temperatura de 815 a 850 grados F (435 a 455 grados C).  5 Saque el acero galvanizado del baño de zinc lentamente. La mayor parte del exceso de zinc se vaciará; lo que no se drena puede vibrarse o centrifugarse.
5 Saque el acero galvanizado del baño de zinc lentamente. La mayor parte del exceso de zinc se vaciará; lo que no se drena puede vibrarse o centrifugarse.  6 Enfriar el acero galvanizado. El enfriamiento del metal detiene la reacción de galvanización, que continúa mientras el acero tenga la misma temperatura que estaba mientras estaba sumergido en el baño de zinc. El enfriamiento se puede hacer de una de varias maneras:[3]
6 Enfriar el acero galvanizado. El enfriamiento del metal detiene la reacción de galvanización, que continúa mientras el acero tenga la misma temperatura que estaba mientras estaba sumergido en el baño de zinc. El enfriamiento se puede hacer de una de varias maneras:[3]  7 Inspeccione el acero galvanizado. Una vez que el acero galvanizado se haya enfriado, verifíquelo para asegurarse de que el recubrimiento de zinc se ve bien, se adhiere al acero y es lo suficientemente grueso. Hay una serie de pruebas que se pueden realizar para garantizar que la galvanización fue exitosa.
7 Inspeccione el acero galvanizado. Una vez que el acero galvanizado se haya enfriado, verifíquelo para asegurarse de que el recubrimiento de zinc se ve bien, se adhiere al acero y es lo suficientemente grueso. Hay una serie de pruebas que se pueden realizar para garantizar que la galvanización fue exitosa. Método dos de cuatro:
Electrogalvanizing
-
 1 Prepare el acero como para galvanizar en caliente. El acero debe limpiarse y oxidarse antes de que se produzca la electrogalvanización.
1 Prepare el acero como para galvanizar en caliente. El acero debe limpiarse y oxidarse antes de que se produzca la electrogalvanización. -
 2 Prepare una solución de electrolito de zinc. El sulfato de zinc o el cianuro de zinc se usan normalmente para el electrolito.
2 Prepare una solución de electrolito de zinc. El sulfato de zinc o el cianuro de zinc se usan normalmente para el electrolito. -
 3 Sumergir el acero en el electrolito. La solución reaccionará con el acero para hacer que el zinc se precipite sobre el acero, cubriéndolo. Mientras más tiempo quede el acero en el electrolito, más grueso será el recubrimiento que se producirá.
3 Sumergir el acero en el electrolito. La solución reaccionará con el acero para hacer que el zinc se precipite sobre el acero, cubriéndolo. Mientras más tiempo quede el acero en el electrolito, más grueso será el recubrimiento que se producirá. - Si bien este método ofrece un mayor control sobre el grosor del recubrimiento de zinc que el galvanizado en caliente, generalmente no permite que las capas se vuelvan tan gruesas.[7]
 1 Prepare el acero como para galvanizar en caliente. El acero debe limpiarse y oxidarse antes de que se produzca la electrogalvanización.
1 Prepare el acero como para galvanizar en caliente. El acero debe limpiarse y oxidarse antes de que se produzca la electrogalvanización.  2 Prepare una solución de electrolito de zinc. El sulfato de zinc o el cianuro de zinc se usan normalmente para el electrolito.
2 Prepare una solución de electrolito de zinc. El sulfato de zinc o el cianuro de zinc se usan normalmente para el electrolito.  3 Sumergir el acero en el electrolito. La solución reaccionará con el acero para hacer que el zinc se precipite sobre el acero, cubriéndolo. Mientras más tiempo quede el acero en el electrolito, más grueso será el recubrimiento que se producirá.
3 Sumergir el acero en el electrolito. La solución reaccionará con el acero para hacer que el zinc se precipite sobre el acero, cubriéndolo. Mientras más tiempo quede el acero en el electrolito, más grueso será el recubrimiento que se producirá. Método tres de cuatro:
Sherardizing
-
 1 Prepare el acero como con los otros métodos de galvanización. Limpie la suciedad con ácido o con chorro de arena según sea necesario y elimine el óxido.
1 Prepare el acero como con los otros métodos de galvanización. Limpie la suciedad con ácido o con chorro de arena según sea necesario y elimine el óxido. -
 2 Coloque el acero en un recinto sin aire.
2 Coloque el acero en un recinto sin aire. -
 3 Rodea el acero con zinc en polvo.
3 Rodea el acero con zinc en polvo. -
 4 Calienta el acero. Esto funde el zinc en polvo en un líquido que, al enfriarse, deja una fina capa de aleación.
4 Calienta el acero. Esto funde el zinc en polvo en un líquido que, al enfriarse, deja una fina capa de aleación. - Sherardizing se utiliza mejor para piezas de acero con forma, ya que el recubrimiento galvánico seguirá las configuraciones del acero debajo. Se usa mejor con objetos metálicos bastante pequeños.[8]
 1 Prepare el acero como con los otros métodos de galvanización. Limpie la suciedad con ácido o con chorro de arena según sea necesario y elimine el óxido.
1 Prepare el acero como con los otros métodos de galvanización. Limpie la suciedad con ácido o con chorro de arena según sea necesario y elimine el óxido.  2 Coloque el acero en un recinto sin aire.
2 Coloque el acero en un recinto sin aire.  3 Rodea el acero con zinc en polvo.
3 Rodea el acero con zinc en polvo.  4 Calienta el acero. Esto funde el zinc en polvo en un líquido que, al enfriarse, deja una fina capa de aleación.
4 Calienta el acero. Esto funde el zinc en polvo en un líquido que, al enfriarse, deja una fina capa de aleación. Método cuatro de cuatro:
Rociado metálico
-
 1 Prepare el acero como con los otros métodos. Limpie toda la suciedad y elimine el óxido para que esté listo para ser rociado.
1 Prepare el acero como con los otros métodos. Limpie toda la suciedad y elimine el óxido para que esté listo para ser rociado. -
 2 Rocíe sobre una fina capa de zinc fundido.
2 Rocíe sobre una fina capa de zinc fundido. -
 3 Caliente el acero recubierto para asegurar una unión adecuada.
3 Caliente el acero recubierto para asegurar una unión adecuada. - Los recubrimientos galvánicos producidos con este método son menos quebradizos y menos propensos a pelarse y descascarillarse, pero proporcionan menos protección contra la oxidación del acero que está debajo.[9]
 1 Prepare el acero como con los otros métodos. Limpie toda la suciedad y elimine el óxido para que esté listo para ser rociado.
1 Prepare el acero como con los otros métodos. Limpie toda la suciedad y elimine el óxido para que esté listo para ser rociado.  2 Rocíe sobre una fina capa de zinc fundido.
2 Rocíe sobre una fina capa de zinc fundido.  3 Caliente el acero recubierto para asegurar una unión adecuada.
3 Caliente el acero recubierto para asegurar una unión adecuada. Facebook
Twitter
Google+